
Параметры резьбы в системах EO
Винтовая резьба: часто сокращается до резьбы, представляет собой спиральную структуру, используемую для преобразования вращательного и линейного движения или силы.
1. Классификация резьб
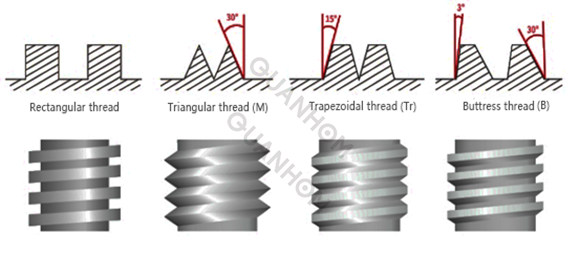
1.1 Базовый профиль: прямоугольная резьба, треугольная резьба/резьба для машинного винта (M), трапециевидная резьба (Tr), опорная резьба (B)
1.2 Направление вращения: левая резьба (LH) и правая резьба (если не указано LH, по умолчанию используется правая резьба).
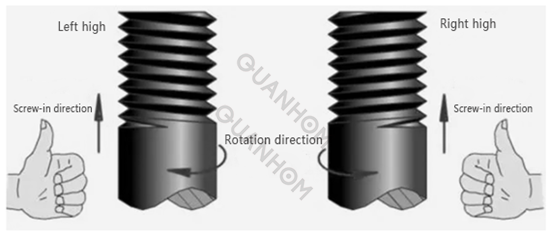
Левая резьба
Правая резьба
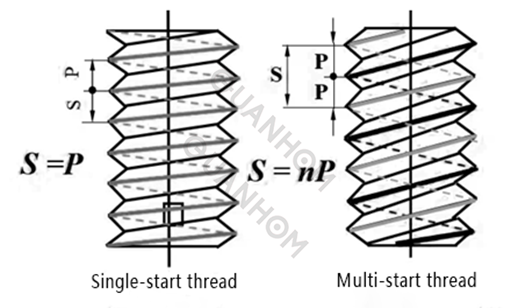
1.3 Количество спиралей: однозаходная резьба, многозаходная резьба. Однозаходная резьба обладает способностью к самоблокировке из-за меньшего угла подъема (не легко скользит) и используется для фиксированной фиксации; в то время как многозаходная резьба используется для передачи мощности и движения из-за большего угла подъема (легко скользить).

Однозаходная резьба
Многозаходная резьба
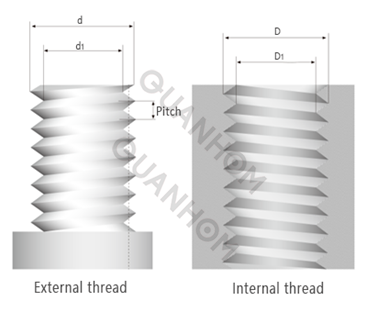
1.4 Внутренние и внешние поверхности тела вращения: внутренняя резьба и наружная резьба.
1.5 Функция спирали: соединительная резьба (треугольная резьба/резьба машинного винта, трубная резьба), трансмиссионная резьба (прямоугольная резьба, трапециевидная резьба (Tr), контрфорсная резьба (B).
1.6 Форма основного корпуса: параллельная резьба, коническая резьба (коническая резьба в основном используется для соединения труб).
2. Параметры резьбы
Основные параметры резьбы:
D: основной основной диаметр (номинальный диаметр) внутренней резьбы.
d: основной основной диаметр (номинальный диаметр) наружной резьбы.
D1: основной меньший диаметр внутренней резьбы.
d1: основной меньший диаметр наружной резьбы
D2: основной диаметр внутренней резьбы.
d2: основной делительный диаметр наружной резьбы
П: шаг
Ф.: ведущий
H: основная высота треугольника
Т: толерантность
TD1: допуск на меньший диаметр внутренней резьбы.
Td: допуск на главный диаметр наружной резьбы.
EI, ei: нижнее отклонение
ES, es: верхнее отклонение
Наиболее важными из них являются трехдиаметровые и двухдиапазонные.
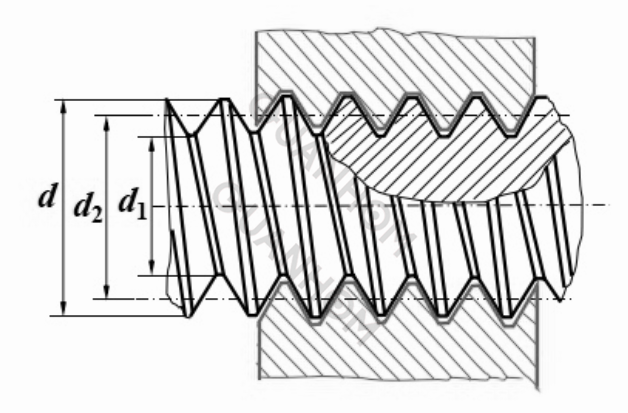
2.1 Трехдиаметровый
d: главный диаметр — это номинальный диаметр в стандарте.
d1: меньший диаметр обычно используется в качестве расчетного диаметра опасного сечения винта при расчетах прочности.
d2: делительный диаметр - диаметр воображаемого цилиндра, проходящего через равные по ширине канавку и выступ на профиле в осевом сечении резьбы. Именно диаметр определяет геометрические параметры резьбы и свойства посадки.
2.2 Двухдистанционная.
П: Шаг
С: Инсульт
3. Распространенные методы маркировки резьбы в оптико-механических системах.
Маркировка машинной резьбы состоит из пяти частей:

3.1 Обозначение функции
М (резьба машинная), G (общее название трубной резьбы по Гуань), Tr (трапецеидальная резьба), B (упорная резьба).
3.2 Обозначение размера
Маркировка: номинальный диаметр × шаг (Для многозаходной резьбы необходимо маркировать как шаг, так и шаг. Для однозаходной крупной резьбы шаг не маркируется). Эти значения указаны в таблице национальных стандартов резьбы, и их можно найти в Интернете.
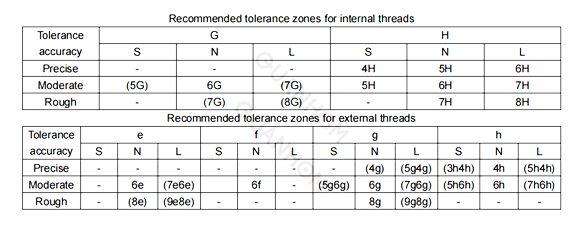
3.3 Обозначение зоны допуска
Зона допуска состоит из класса допуска (числового) и основного отклонения (обозначается строчными буквами для внешней резьбы и прописными буквами для внутренней резьбы), например: 5g6g、6g、6H、7H.
Когда зона допуска делительного диаметра и зона допуска диаметра гребня имеют разные обозначения, их нужно отметить отдельно, например: М10-5г6г. Если они одинаковые, отметьте один. Чем меньше число в той же зоне допуска, тем оно точнее.
3.4 Обозначение длины резьбы
S (короткий): короткая резьба для завинчивания
L (длина): длинная резьба для завинчивания
N (нормальный): резьба средней длины
Если резьба имеет среднюю длину завинчивания, N (нормальная) не маркируется. В случае особых требований может быть указано значение длины резьбы.
3.5 Обозначение направления вращения
Левая резьба имеет маркировку LH, правая резьба не маркируется.
4. Нанесение резьбы для инфракрасных линз.

Крепление
Выбирайте подходящие плоские и пружинные шайбы в зависимости от условий эксплуатации.
В зависимости от требований к демонтажу используйте подходящий клей для резьбы.

Позиционирование
Дополнительная заостренная головка/плоская головка/круглая головка и т. д.
Деструктивное позиционирование

Резьба интерфейса объектива
шаг 0,5/ 0,75/ 1
Вот несколько примеров для лучшего понимания. Давайте посмотрим резьбу инфракрасных линз Quanhom.

Например: M45X1-6g
Машинная резьба
Номинальный диаметр: 45 мм
Шаг: 1 мм (мелкая машинная резьба)
Класс допуска: 6 (зона допуска делительного диаметра и зона допуска диаметра вершины имеют один и тот же класс.)
Внешняя резьба: г
Средняя длина завинчивания: N (без маркировки)
Направление вращения: правое (не обозначено)

Например: M34X0.75-6g
Машинная резьба
Номинальный диаметр: 34 мм
Шаг: 0,75 мм (мелкая машинная резьба)
Класс допуска: 6 (зона допуска делительного диаметра и зона допуска диаметра вершины имеют один и тот же класс.)
Внешняя резьба: г
Средняя длина завинчивания: N (без маркировки)
Направление вращения: правое (не обозначено)

Например: M58X0.75-6g
Машинная резьба
Номинальный диаметр: 58 мм
Шаг: 0,75 мм (мелкая машинная резьба)
Класс допуска: 6 (зона допуска делительного диаметра и зона допуска диаметра вершины имеют один и тот же класс.)
Внешняя резьба: г
Средняя длина завинчивания: N (без маркировки)
Направление вращения: правое (не обозначено)